
Dans un atelier de production, l’air chargé de poussières métalliques, de sciure ou de résidus de plastique ne se voit pas toujours à l’œil nu — mais ses effets sur la santé respiratoire des opérateurs s’accumulent silencieusement. Selon l’étude de Santé publique France sur les particules fines, l’exposition aux PM2.5 est associée à 40 000 décès prématurés par an en France. Face à cette réalité, identifier les bonnes technologies et les bonnes pratiques devient une obligation autant qu’un acte de management responsable.
Trois leviers prioritaires avant d’investir :
- La captation à la source reste l’approche la plus efficace — elle neutralise les poussières avant qu’elles n’atteignent l’air ambiant.
- Le Code du travail (articles R4222) impose des valeurs limites d’exposition professionnelle : la conformité n’est pas une option.
- Dans les environnements à risque explosif, seuls des équipements certifiés ATEX (Directive 2014/34/UE) sont autorisés.
Enjeux sanitaires et réglementation applicable
Les risques sanitaires liés aux poussières industrielles
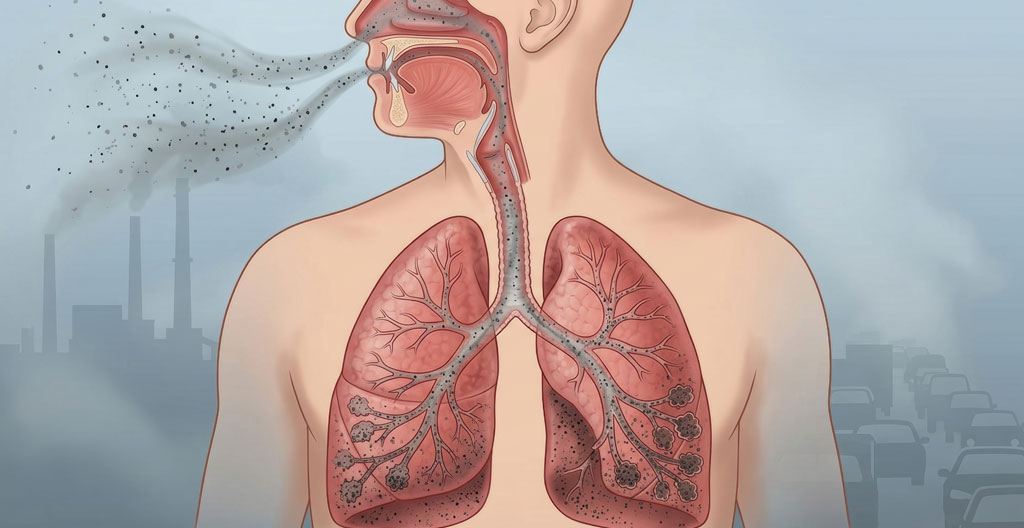
Les poussières générées en atelier ne se valent pas toutes. C’est leur taille qui détermine leur dangerosité : les particules supérieures à 10 micromètres sont en grande partie filtrées par les voies nasales, tandis que les particules fines inhalables (PM10 et PM2.5) s’infiltrent jusqu’aux bronches et aux alvéoles pulmonaires. Les fractions les plus fines — notamment les PM2.5 — peuvent même traverser la barrière alvéolo-capillaire et atteindre le flux sanguin.
Les secteurs les plus exposés sont la métallurgie (projections de particules métalliques et d’oxydes), la menuiserie (sciure, poussières de bois durs classées cancérogènes), la plasturgie (fumées de dégradation thermique) et l’agroalimentaire (farines, amidons). Dans chacun de ces environnements, les opérateurs accumulent une dose d’exposition quotidienne qui, sur plusieurs années, peut conduire à des pathologies respiratoires chroniques : bronchopneumopathie obstructive, fibrose pulmonaire, voire certaines formes de cancers broncho-pulmonaires reconnus en maladies professionnelles.
40 000 décès prématurés/an
Nombre de décès prématurés attribués à l’exposition aux particules fines PM2.5 en France, toutes sources confondues
Ce chiffre, issu des données de Santé publique France, rappelle que la problématique dépasse largement le cadre de l’atelier isolé. Elle s’inscrit dans un enjeu de santé publique où l’exposition professionnelle représente une part significative du bilan total.
Le cadre réglementaire applicable en France
Comme l’indique le guide de ventilation du Ministère du Travail, l’employeur a l’obligation légale de mettre en œuvre des mesures de prévention — dont la ventilation — pour protéger la santé de ses salariés. Cette obligation repose sur le Code du travail, dont les articles R4222-1 et suivants fixent les conditions d’aération et d’assainissement des locaux.
Les valeurs limites d’exposition professionnelle (VLEP) constituent le seuil légal à ne pas dépasser. Pour les poussières totales inhalables, la VLEP indicative est fixée à 10 mg/m³ sur huit heures de travail ; pour les poussières alvéolaires (fraction fine), elle descend à 5 mg/m³. Des VLEP spécifiques, souvent plus strictes, s’appliquent aux substances classées cancérogènes — c’est notamment le cas des poussières de bois durs (1 mg/m³) ou des poussières de silice cristalline. Le dépassement de ces seuils expose l’employeur à des sanctions lors des contrôles de la DREAL ou de la Carsat, et engage sa responsabilité civile et pénale en cas d’accident du travail ou de maladie professionnelle.
Bon à savoir : La mesure de l’exposition réelle aux poussières doit être documentée dans le Document Unique d’Évaluation des Risques (DUER). L’INRS propose des protocoles de mesurage standardisés pour aider les entreprises à évaluer leur niveau d’exposition avant de dimensionner leur solution.
Trois approches complémentaires pour assainir l’air
Les professionnels de la santé au travail distinguent généralement trois niveaux d’intervention, qui ne s’excluent pas mais se combinent selon la nature de l’atelier et l’intensité des émissions. La logique est toujours la même : agir au plus près de la source avant d’envisager le traitement de l’air global.
Captation à la source avec systèmes d’aspiration
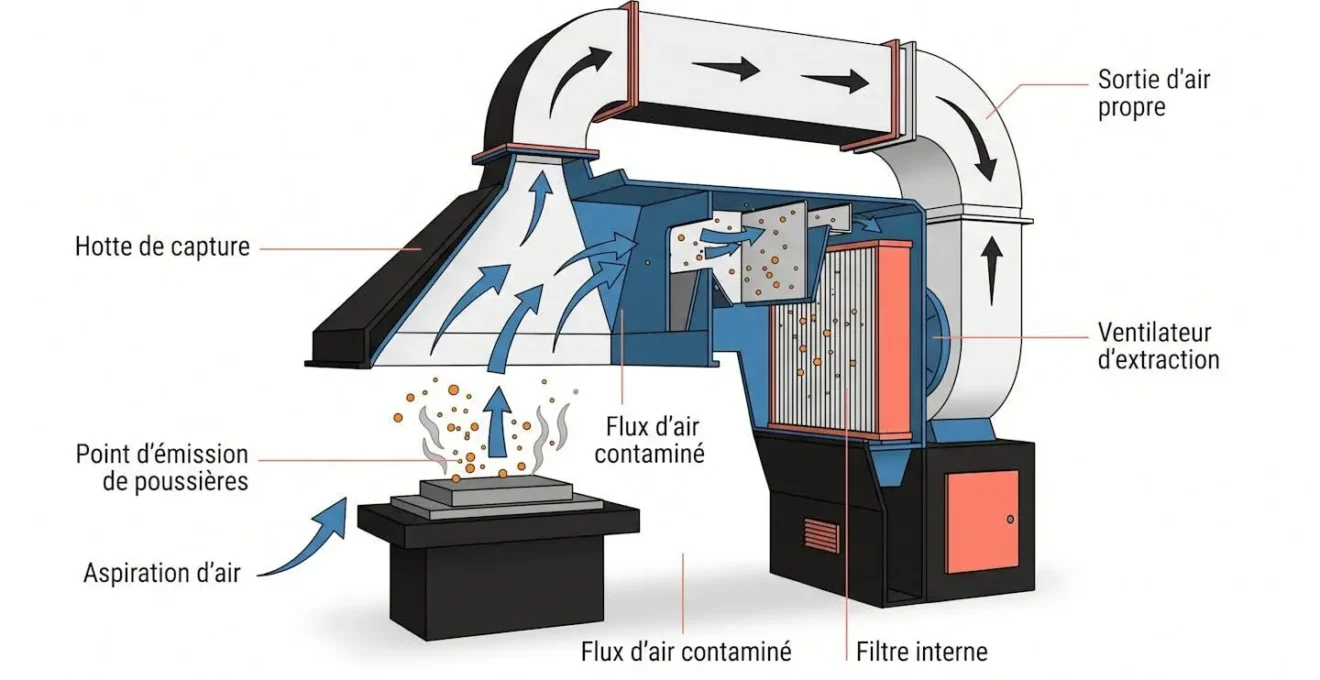
Selon les recommandations de l’INRS sur la captation, l’aspiration à la source est la méthode la plus efficace pour réduire l’exposition aux poussières — à condition d’installer les équipements au plus près des points d’émission. Le principe repose sur une hotte captante positionnée directement au-dessus ou en frontal du poste de travail, connectée à un réseau de gaines sous dépression. Les particules sont aspirées avant même de se disperser dans l’air ambiant de l’atelier.
(La pratique démontre que) l’efficacité d’un tel système dépend moins de sa puissance brute que de son positionnement. Une hotte mal orientée ou trop éloignée du point d’émission peut voir son taux de captation chuter drastiquement. Les débits d’air à générer varient selon l’activité : une meule d’établi nécessite des flux différents d’un poste de soudage ou d’une fraiseuse numérique. C’est pourquoi un calcul de débit préalable, basé sur la vitesse de capture requise et la géométrie du poste, est indispensable avant tout achat.
Les systèmes de traitement de l’air industriel les plus performants combinent aujourd’hui une hotte captante sur mesure avec un caisson de filtration centralisé intégrant un nettoyage automatique des manches filtrantes, ce qui réduit considérablement les temps d’arrêt liés à la maintenance.
Renforcement de la ventilation et dilution
Lorsque la captation à la source ne couvre pas l’intégralité des émissions — parce que certains postes sont mobiles, ou que la configuration de l’atelier rend l’installation de hottes difficile — la ventilation générale prend le relais. Son rôle n’est pas d’éliminer les polluants mais de les diluer sous les seuils réglementaires par apport d’air frais et extraction d’air vicié.
(Les chiffres indiquent que) un système de ventilation efficace repose sur un calcul de débit de renouvellement d’air adapté au volume de l’atelier et à la concentration estimée des émissions. La réglementation fixe des minima selon la nature des locaux, mais dans les ateliers à forte émission particulaire, les pratiques terrain conduisent souvent à multiplier ce minimum par un facteur deux ou trois pour maintenir une qualité d’air acceptable. Les solutions de conception de systèmes gainables industriels avec bouches de soufflage permettent de distribuer l’air propulsé de manière homogène, en évitant les zones mortes où les poussières s’accumulent.
Filtration et épuration de l’air ambiant
La filtration en circuit fermé complète les deux approches précédentes, notamment dans les ateliers où une ventilation extérieure permanente est difficile (contraintes thermiques en hiver, bruit, poussières extérieures). Des caissons de filtration autonomes ou centralisés recirculent l’air de l’atelier en le faisant passer à travers plusieurs étages de filtres.
Les filtres haute efficacité, classés selon la norme EN 1822, sont capables de retenir la quasi-totalité des particules fines selon leur catégorie. La gestion de ces filtres — fréquence de remplacement, élimination des filtres usagés comme déchets potentiellement dangereux — constitue un point de vigilance souvent négligé lors de l’achat du système. L’erreur la plus couramment constatée est de sous-dimensionner la surface filtrante par rapport au débit traité, ce qui accélère le colmatage et dégrade rapidement les performances.
Choisir le bon équipement selon votre activité
Le marché propose des gammes très larges — des aspirateurs industriels mobiles aux systèmes centralisés sur mesure — et il n’existe pas de solution universelle. Le choix s’opère selon quatre paramètres principaux : la nature des poussières, le volume de l’atelier, la disposition des postes de travail et les contraintes réglementaires spécifiques à l’activité.
Les critères de dimensionnement
Le récapitulatif ci-dessous synthétise les grandes familles d’équipements selon leur domaine d’application. Chaque ligne reflète une réalité terrain : le bon dimensionnement dépend autant du type de poussière générée que des contraintes d’implantation de l’atelier.
| Type d’équipement | Domaine privilégié | Atout clé | Limite principale |
|---|---|---|---|
| Aspirateur industriel mobile | Collecte ponctuelle, petits ateliers | Flexibilité, coût d’entrée limité | Pas adapté aux émissions continues |
| Système centralisé avec manches filtrantes | Ateliers multi-postes, émissions continues | Haut débit, nettoyage automatique | Installation à planifier, investissement initial |
| Caisson de filtration autonome (recirculation) | Zones sans extraction extérieure possible | Pas de réseau de gaines requis | Surface filtrante à surveiller régulièrement |
| Dépoussiéreur modulaire auto-nettoyant (ex. EUROFILTER NG) | PMI avec besoins évolutifs | Extension modulaire, ventilateur insonorisé | Nécessite étude de débit préalable |
Le cas pratique suivant illustre comment ce choix se concrétise sur le terrain.
Cas pratique : PMI métallique, 45 salariés
Prenons une situation classique : un responsable production dans une PMI de découpe et soudage métallique constate une accumulation visible de poussières sur les équipements, des plaintes récurrentes de picotements oculaires chez les opérateurs et une alerte de la Carsat lors d’une visite de prévention. Le premier réflexe — installer des aspirateurs mobiles sur les postes les plus critiques — se révèle insuffisant : les émissions diffuses liées aux manipulations de pièces restent captées par rien. La solution retenue est finalement un système d’aspiration modulaire centralisé avec filtration auto-nettoyante, dimensionné pour couvrir huit postes simultanément. La certification ATEX, initialement perçue comme un délai supplémentaire, est obtenue en moins de trois mois grâce à un équipementier disposant d’un bureau d’études intégré. Résultat : conformité documentée aux VLEP lors du contrôle suivant et baisse mesurable des arrêts maladie courts liés aux voies respiratoires.
- Si votre atelier est de petite taille avec des postes fixes peu nombreux :
Un aspirateur industriel à filtre haute efficacité, positionné à chaque poste, offre une réponse rapide et économique. Vérifiez que la classe de filtration correspond à la granulométrie de vos poussières.
- Si votre atelier comporte plusieurs postes avec émissions continues :
Un système centralisé avec réseau de gaines et dépoussiéreur à manches filtrantes auto-nettoyant est la solution la plus adaptée. Faites réaliser une étude de débit avant de définir l’implantation des hottes captantes.
- Si votre activité génère des poussières combustibles (bois, aluminium, farines) :
La conformité ATEX est obligatoire. Seuls des équipements certifiés selon la Directive 2014/34/UE peuvent être installés. Contactez un équipementier spécialisé dès la phase de conception.
- Si votre atelier est contraint thermiquement ou sans extraction extérieure possible :
Un caisson de filtration en recirculation avec filtres haute efficacité permet de traiter l’air ambiant sans réseau de gaines. La fréquence de remplacement des filtres doit être planifiée dès l’installation.
Atmosphères explosives : la conformité ATEX
La Directive européenne 2014/34/UE — transposée en droit français — impose l’utilisation d’équipements certifiés ATEX dans tout local où des poussières combustibles sont susceptibles de former une atmosphère explosive. Cela concerne directement les ateliers de travail du bois, les meuneries, les ateliers d’usinage d’aluminium ou de magnésium, et certains procédés de la plasturgie.
La classification des zones (ST1, ST2, ST3) détermine le niveau de protection requis : plus la probabilité d’occurrence d’une atmosphère explosive est élevée, plus les exigences de certification sont strictes. L’employeur est tenu de réaliser un document de protection contre les explosions (DPCE) qui identifie les zones classées et valide la conformité des équipements installés. L’INRS propose des guides méthodologiques pour accompagner cette démarche, mais le recours à un bureau de contrôle accrédité reste fortement recommandé pour valider le DPCE avant sa mise en application.
Mise en œuvre et points de vigilance
(Les chiffres indiquent que) les défaillances les plus fréquentes ne sont pas liées à la qualité de l’équipement, mais à un dimensionnement insuffisant ou à un défaut de maintenance. Avant de lancer un projet, un audit de l’existant — mesurage des concentrations actuelles, cartographie des postes émetteurs, état du réseau de ventilation en place — permet de poser des bases solides pour le cahier des charges.
Les solutions de solutions de nettoyage en milieu industriel sont également à intégrer dans la démarche globale : un atelier propre réduit la remise en suspension des poussières déposées au sol ou sur les machines, phénomène souvent sous-estimé dans les bilans d’exposition.
La formation des opérateurs est un autre facteur clé. Un système d’aspiration dont les hottes sont déplacées ou obstruées par les équipes perd une part importante de son efficacité. Prévoir une session de sensibilisation lors de la mise en service — et lors de chaque intégration de nouvel opérateur — fait partie des bonnes pratiques recommandées par l’INRS.
- Réaliser un mesurage des concentrations en poussières sur les postes les plus exposés (protocole INRS ou prestataire accrédité)
- Vérifier si les poussières générées sont classées combustibles ou cancérogènes (liste INRS / ANSES) — cela conditionne les exigences réglementaires
- Mettre à jour le Document Unique d’Évaluation des Risques (DUER) en intégrant les résultats de mesure avant et après installation
- Planifier le calendrier de remplacement ou de nettoyage des filtres dès la mise en service (fréquence à définir avec l’équipementier)
- Prévoir une vérification annuelle des débits d’aspiration avec un prestataire habilité pour documenter la conformité aux VLEP
La réduction des particules fines en atelier n’est pas un projet ponctuel mais un processus continu. Les équipements évoluent, les procédés changent, de nouveaux matériaux entrent dans les process — et avec eux, de nouvelles émissions à caractériser. Un système initialement bien dimensionné peut devenir insuffisant si la production évolue sans réévaluation du dispositif de captation.
Quelle différence entre poussières inhalables et poussières alvéolaires ?
Les poussières inhalables désignent toutes les particules susceptibles d’être inspirées par le nez et la bouche. Les poussières alvéolaires — fraction la plus fine — atteignent les alvéoles pulmonaires et sont les plus dangereuses sur le plan sanitaire. La VLEP réglementaire est deux fois plus basse pour cette fraction (5 mg/m³ contre 10 mg/m³ pour les poussières inhalables).
Un EPI respiratoire peut-il remplacer un système de filtration ?
Non. Les équipements de protection individuelle (masques FFP2, FFP3) constituent une mesure de protection complémentaire mais ne remplacent pas les actions sur la source. La réglementation impose une hiérarchie des mesures de prévention : les protections collectives (aspiration, ventilation) priment sur les protections individuelles. Les EPI s’utilisent en renfort, notamment lors des opérations de maintenance ou dans les zones non couvertes par les systèmes collectifs.
À quelle fréquence faut-il remplacer les filtres d’un dépoussiéreur industriel ?
La fréquence dépend du volume de poussières collectées et du type de filtre. Un indicateur de colmatage (manomètre différentiel) permet de détecter en temps réel la perte de charge et d’anticiper le remplacement. Les systèmes à nettoyage automatique par jet d’air pulsé allongent significativement la durée de vie des manches filtrantes et réduisent la fréquence des interventions manuelles. Le fabricant communique généralement une fréquence indicative à adapter selon le retour terrain.
Comment savoir si mon atelier est concerné par la réglementation ATEX ?
Si votre activité génère des poussières combustibles (bois, certains métaux légers, farines, sucre, matières plastiques en poudre), votre atelier est potentiellement soumis à la Directive ATEX 2014/34/UE. La première étape est de faire réaliser un classement de zones par un organisme compétent, qui déterminera si une classification ATEX est requise et sous quelle catégorie. L’INRS propose des ressources détaillées pour identifier les substances concernées.
Attention : Ce guide présente des solutions génériques. Chaque atelier requiert une étude personnalisée selon ses émissions réelles et sa configuration. Les normes et seuils réglementaires évoluent — vérifiez les textes en vigueur sur service-public.fr. Consultez votre médecin du travail, l’INRS ou votre Carsat pour toute décision engageant la santé de vos équipes.